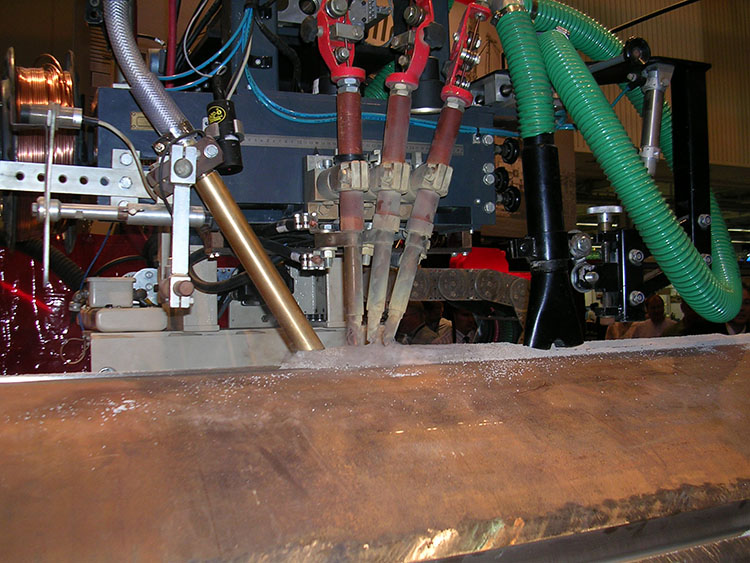
Процес зварювання під флюсом є найбільш ідеальним вибором у важливих сферах застосування трубопроводів, посудин під тиском і резервуарів, виробництва шляхів і великого будівництва.Він має найпростішу однодротову форму, подвійну дротяну структуру, серійну подвійну дротяну структуру та багатодротяну структуру.
Процес зварювання під флюсом може принести користь користувачам у багатьох сферах зварювання, від підвищення продуктивності до покращення умов праці до постійної якості тощо.Підприємства з виробництва металу, які розглядають можливість зміни процесу зварювання під флюсом, повинні подумати про численні переваги, які можна отримати від цього процесу.
Базові знання зварювання під флюсом
Процес зварювання під флюсом підходить для вимог важкого промислового застосування трубопроводів, резервуарів і резервуарів під тиском, конструкції локомотивів, важких конструкцій/земляних робіт.Ідеально підходить для галузей промисловості, що потребують високої продуктивності, особливо тих, що включають зварювання дуже товстих матеріалів, які можуть отримати значну користь від процесу зварювання під флюсом.
Його висока швидкість наплавлення та швидкість переміщення можуть мати значний вплив на продуктивність працівників, ефективність і витрати на виробництво, що є однією з ключових переваг процесу зварювання під флюсом.
Додаткові переваги включають: зварні шви з чудовим хімічним складом і механічними властивостями, мінімальну видимість дуги та низький рівень зварювального диму, покращений комфорт робочого середовища, а також хорошу форму зварного шва та лінію носка.
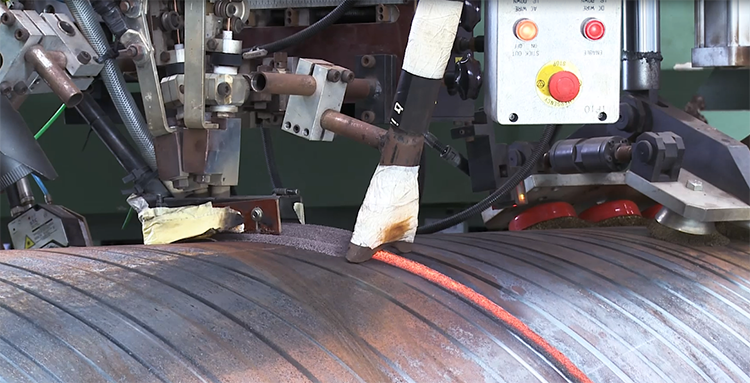
Зварювання під флюсом — це механізм подачі дроту, який використовує гранульований флюс для відділення дуги від повітря.Як випливає з назви, дуга похована у флюсі, тобто коли параметри встановлені, дуга невидима з потоком наступного шару флюсу.
Дріт безперервно подається пальником, що рухається вздовж шва.Дугове нагрівання розплавляє ділянку дроту, частину флюсу та основний матеріал з утворенням розплавленої ванни, яка конденсується з утворенням зварного шва, покритого шаром зварювального шлаку.
Діапазон товщини зварювального матеріалу становить 1/16 "-3/4", що може бути 100% проплавленням через однопрохідне зварювання, якщо товщина стінки не обмежена, це може бути багатопрохідне зварювання та виконувати відповідне вибір попередньої обробки зварного шва та вибір відповідної комбінації флюсу дроту.
Вибір флюсу та дроту
Вибір правильного флюсу та дроту для конкретного процесу дугового зварювання під флюсом має вирішальне значення для досягнення найкращих результатів у цьому процесі.Хоча сам процес зварювання під флюсом є ефективним, продуктивність і ефективність можна підвищити навіть залежно від використовуваного дроту та флюсу.
Флюс не тільки захищає зварювальну ванну, але також сприяє поліпшенню механічних властивостей і продуктивності зварного шва.Рецептура флюсу має величезний вплив на ці фактори, впливаючи на пропускну здатність по струму та виділення шлаку.Пропускна здатність по струму означає, що можна отримати найвищу можливу ефективність наплавлення та високоякісний профіль зварювання.
Виділення шлаку з певного флюсу впливає на вибір флюсу, оскільки деякі флюси краще підходять для деяких зварювальних конструкцій, ніж інші.
Варіанти вибору флюсу для зварювання під флюсом включають активний і нейтральний види зварювання.Основна відмінність полягає в тому, що активний флюс змінює хімічний склад зварного шва, тоді як нейтральний флюс – ні.
Активний флюс характеризується включенням кремнію і марганцю.Ці елементи допомагають підтримувати міцність зварного шва на розрив при високому нагріванні, допомагають зварюванню залишатися гладким при високих швидкостях руху та забезпечують хороше виділення шлаку.
Загалом, активний флюс може допомогти зменшити ризик низької якості зварювання, а також дорогого очищення та повторної обробки після зварювання.
Однак майте на увазі, що активний флюс зазвичай найкраще підходить для зварювання одним або двома проходами.Нейтральні флюси краще підходять для великих багатопрохідних зварних швів, оскільки вони допомагають уникнути утворення крихких, чутливих до тріщин зварних швів.
Існує багато варіантів дроту для зварювання під флюсом, кожен з яких має переваги та недоліки.Деякі дроти розроблені для зварювання при вищих нагріваннях, тоді як інші спеціально розроблені зі сплавами, які допомагають флюсу очищати зварний шов.

Зауважте, що хімічні властивості дроту та взаємодія підведення тепла можуть впливати на механічні властивості зварного шва.Продуктивність також можна значно підвищити шляхом вибору металу наповнення.
Наприклад, використання дроту з металевою серцевиною в процесі зварювання під флюсом може підвищити ефективність наплавлення на 15-30 відсотків порівняно з використанням суцільного дроту, а також забезпечить ширший і дрібніший профіль проплавлення.
Завдяки високій швидкості руху металевий порошковий дріт також зменшує надходження тепла, щоб звести до мінімуму ризик деформації та вигоряння під час зварювання.Якщо ви сумніваєтеся, зверніться до виробника присадочного металу, щоб визначити, які комбінації дроту та флюсу найкраще підходять для конкретного застосування.
Час публікації: 27 червня 2023 р