Колизварювання нержавіючої сталі, продуктивність електрода повинна відповідати призначенню нержавіючої сталі.Електрод з нержавіючої сталі слід вибирати відповідно до основного металу та робочих умов (включаючи робочу температуру, контактне середовище тощо).
Використовуються чотири види нержавіючої сталі, а також легуючі елементи
Нержавіючу сталь можна розділити на чотири типи: аустенітну, мартенситну, феритну та двофазну нержавіючу сталь, як показано в таблиці 1.
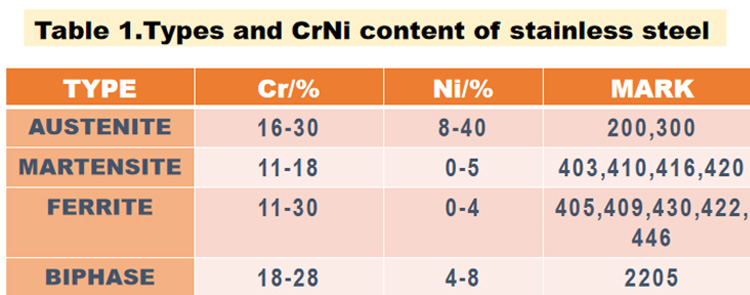
Це засновано на металографічній структурі нержавіючої сталі при кімнатній температурі.При нагріванні м’якої сталі до1550 рік°F, структура змінюється від феритової фази кімнатної температури до аустенітної фази.При охолодженні структура з м’якої сталі знову перетворюється на ферит.Аустенітні структури, присутні при високих температурах, є немагнітними і мають меншу міцність і в'язкість, ніж феритові структури при кімнатній температурі.
Як правильно вибрати матеріал для зварювання нержавіючої сталі?
Якщо основний матеріал ідентичний, першим правилом є «відповідність основного матеріалу».Наприклад, вибрати зварювальний матеріал для310 or 316нержавіюча сталь.
Для зварювання різнорідних матеріалів дотримуються критерію вибору основного матеріалу з високим вмістом легуючих елементів.Наприклад, якщо зварюється нержавіюча сталь 304 або 316, виберіть тип316.
Але є також багато людей, які не дотримуються принципу «відповідності основного матеріалу» за особливих обставин, тоді необхідно «проконсультуватися з таблицею вибору зварювального матеріалу».Наприклад, тип304нержавіюча сталь є найпоширенішим основним металом, але немає типу304електрод.
Якщо зварювальний матеріал збігається з основним матеріалом, як вибрати зварювальний матеріал для зварювання304нержавіюча сталь?
При зварюванні304нержавіюча сталь, використовувати тип308зварювальний матеріал, оскільки додаткові елементи в308нержавіюча сталь може краще стабілізувати зону зварювання.
308L також прийнятний варіант.L означає низький вміст вуглецю,3Вміст вуглецю з нержавіючої сталі XXL ≤0,03%, і стандарт3XXнержавіюча сталь може містити до0,08%вміст вуглецю.
Оскільки L-подібне зварювання належить до того ж типу класифікації, що й не-L-подібне зварювання, виробники повинні приділяти особливу увагу використанню L-подібного зварювання, оскільки низький вміст вуглецю зменшує схильність до міжкристалітної корозії (див. рис. 1).

Як зварювати нержавіючу та вуглецеву сталь?
Для зниження витрат деякі конструкції приварюють до поверхні вуглецевої сталі шар антикорозійної стійкості.При зварюванні основного матеріалу без легуючих елементів із основним матеріалом із легуючими елементами використовуйте зварювальний матеріал із вищим вмістом легуючих речовин, щоб збалансувати ступінь розчинення у зварному шві.
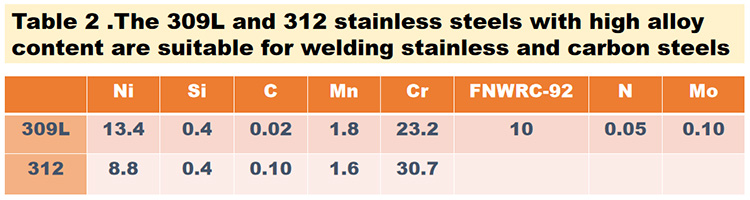
При зварюванні вуглецевої сталі с304 or 316нержавіюча сталь та інша різнорідна нержавіюча сталь (див. таблицю 2),309L зварювальний матеріалслід враховувати в більшості випадків.Якщо ви хочете отримати вищий вміст Cr, виберіть тип312.
Що таке відповідна операція очищення перед зварюванням?
При зварюванні з іншими матеріалами спочатку видаліть масло, плями та пил за допомогою розчинника, що не містить хлору.Крім того, перше, на що слід звернути увагу під час зварювання нержавіючої сталі, це уникнути забруднення вуглецевою сталлю та впливу на корозійну стійкість.Деякі компанії зберігають нержавіючу та вуглецеву сталь окремо, щоб уникнути перехресного забруднення.Використовуйте спеціальні шліфувальні круги та щітки для нержавіючої сталі при очищенні області навколо канавки.Іноді стик потрібно прочистити вдруге.Оскільки операція електродної компенсації при зварюванні нержавіючої сталі складніша, ніж при зварюванні вуглецевої сталі, очищення швів є дуже важливою.

Час публікації: травень-09-2023